
As packaging manufacturers continue to develop lightweighting strategies, they must at the same time maintain bottle performance across increasingly complex distribution chains. One important engineering issue is pressure change resulting from differences in altitude between the filling location and the place of transport or sale. BMT described a study in which stretch blow moulding simulation and physical testing were combined to predict and limit PET bottle deformation before the product enters the supply chain. According to the company, this approach is intended to help assess the risk of bottle wall paneling without excessive over-engineering of the structure, which could conflict with the goal of reducing packaging weight.
If a product is filled and sealed at high altitude and then moved to a lower elevation, the pressure differential can create an internal vacuum effect inside the sealed container. In practice, this leads to deformation manifested as sidewall paneling and, in severe cases, even structural instability. This phenomenon is a recognised factor in packaging design, but taking it into account can lead to overly conservative design assumptions. BMT therefore developed an integrated engineering methodology to assess the impact of fill volume on bottle behaviour under altitude-induced pressure changes.
The approach was validated in a Mount Everest-inspired case study. It simulated a scenario in which a bottle was filled and sealed at the summit and then transported to sea level. As Ross Blair, Head of Engineering at BMT, explained, "Packaging performance must be assessed across the distribution chain, not just at the point of manufacture. This work demonstrates how simulation and physical testing can be used together to predict altitude-induced paneling and support more informed package design decisions."

Comparison of simulated and physical testing results used to validate BMT's methodology for predicting altitude-induced PET bottle paneling
Test methodology and conditions
The Mount Everest scenario generated a pressure differential of around 680 mbar between the summit and sea level. This allowed engineers to analyse the effect of altitude-induced loading on lightweight PET packaging. The study used advanced simulation techniques and pressure chamber testing to recreate package deformation and compare model predictions with physical test results.
The analysis also covered the impact of headspace volume on bottle behaviour. For this purpose, bottles were filled to different levels to determine how the volume of air above the liquid affected deformation under vacuum conditions.
Effect of fill volume
The results indicate a non-linear relationship between fill volume and the pressure required to initiate structural collapse. As the fill level increased, the vacuum pressure threshold leading to collapse rose disproportionately. The best overall results were obtained at a 97% fill level, which limited maximum sidewall deflection while reducing total bottle volume loss to around 1.2%.
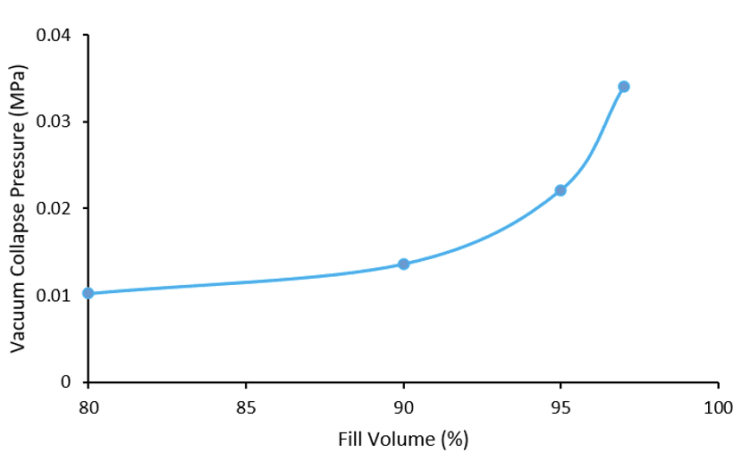
Collapse pressure across different fill volumes
Overall, the results show that reducing headspace lowers deformation and clearly increases the pressure required to trigger structural collapse of the bottle. The methodology enables manufacturers to quantify the trade-off between increasing fill volume and reducing bottle weight. BMT notes that a higher fill volume can improve packaging performance, but may also increase product cost, allowing design teams to seek an optimal balance between functional parameters and cost.

Relationship between vacuum pressure and bottle volume reduction for different fill volumes
Relevance for packaging design
The study indicates that increasing fill volume is only one possible route to improving packaging resistance to paneling. The presented conclusions also show that thickness distribution, stretch blow moulding process conditions and bottle structural design can play an important role. This means that evaluating the resistance of lightweight PET packaging to altitude-induced loads may require simultaneous consideration of material, processing and design parameters.



