BMT, a technology provider for the global packaging industry, presents the use of the Thermoscan preform temperature sensor to identify one of the causes of instability in PET packaging production. The issue concerns differences in the thermal behaviour of preforms that appear identical and meet the same specification. As the company indicates, even with the same stretch blow moulding recipes, differences arising earlier at the injection moulding stage can affect how preforms respond to heating and, consequently, the repeatability of the final product parameters. This issue becomes more difficult to control as the share of recycled PET increases and as further lightweighting narrows the process window and increases process sensitivity to deviations. Thermoscan is intended to make the actual thermal profile of the preform visible and thus improve understanding of the phenomena that directly affect stretching and blowing.
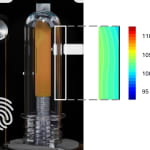
The system measures the internal and external temperature of the preform along its full length, making it possible to record the complete thermal profile rather than only oven settings or surface temperature readings. According to BMT, it is the heat distribution through the preform wall that is the parameter directly determining material behaviour during stretching. However, standard process control methods, such as oven settings, do not guarantee the same internal preform temperature. In practice, this means that material with identical declared parameters may enter the stretching stage in different thermal states, and these differences remain invisible when conventional measurement methods are used.
David McKelvey, Head of Product at BMT, said: "What matters in stretch blow moulding is how the preform actually behaves during heating, not just the settings used to control the process. By measuring both internal and external temperature, Thermoscan gives manufacturers a clearer understanding of the temperature and helps them make better-informed process adjustments."
The impact of injection-stage differences on downstream processing
In the example presented, a PET bottle manufacturer operated a stable and validated stretch blow moulding process, yet observed instability in results depending on when the preforms had been produced. The SBM process settings remained unchanged, but preforms from one injection shift were processed consistently, while batches from another shift caused a higher number of blowouts and clearly greater process instability.
Measurements made using Thermoscan showed clear differences in the temperature profiles of these preforms. The source of the deviations turned out to be subtle differences in injection moulding conditions, including packing behaviour, material history and cooling. Although all preforms met the specification requirements, they absorbed and distributed heat differently, which meant that they entered the stretching stage in different thermal states.
Better linkage between injection moulding and blow moulding
According to BMT, linking variability occurring at an earlier stage of the process with later production effects makes it possible to move from reacting to instability to identifying its root cause. This is intended to reduce the need for trial-and-error adjustments and support better alignment between injection moulding and stretch blow moulding. As a result, manufacturers can achieve more stable and repeatable results in PET packaging production.



