
Arburg will demonstrate a multi-component injection moulding application at stand 13A13 at K 2025 using an Allrounder More 2000 as the core of a turnkey cell. The exhibit produces two-colour ABS dominoes in a 32-cavity hot runner mould from Polarform with standard parts from Hasco, then assembles and packages the parts using a linear robotic system and a mobile collaborative robot. As general contractor, Arburg integrates the machine, mould technology and end-of-line automation into a single system. The Allrounder More 2000 features a clamping force of 2,000 kN, a 400 horizontal injection unit and a 170 vertical injection unit. In a cycle of around 60 seconds, 32 two-component bricks are produced. Handling is performed by a Multilift V 30 with a Kiki gripper, fully integrated into the Gestica control system. A camera-equipped cobot then stacks the parts in a box and fits a lid, enabling a ready-to-use giveaway for visitors.
Multi-component process without mould rotation
The cell produces two-colour dominoes using a sequential process that does not require mould opening and rotation for the second component. First, the vertical injection unit injects a grey ABS component that forms the front side of the bricks. Two hydraulic cylinders then retract the cores and the individual number pins to create volume in the cavities for the second material. The horizontal injection unit injects a green ABS component, which fills the back of the bricks and the indentations on the front. This approach yields 28 bricks covering all number-pair combinations from 0:0 to 6:6 for a standard domino set, along with four additional bricks showing partner logos.
At the K 2025, a multi-component Allrounder More 2000 with a 32-cavity mould from Polarform and Hasco will be producing 32 two-colour dominoes from ABS.
Automation, handling and cobot packaging
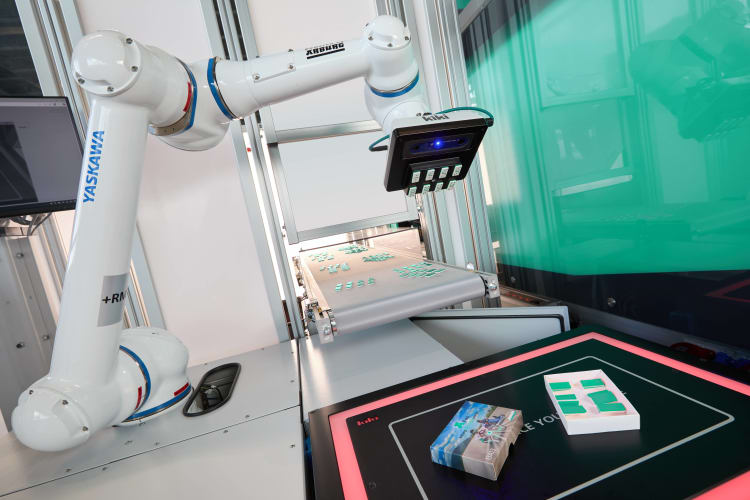
Within the production cell, a Multilift V 30 removes the finished moulded parts from the mould and places them on a conveyor belt. The linear robotic system has a 30 kilogram load capacity and uses a complex gripper from Kiki. It is fully integrated into the Gestica control system. Outside the safety fence, an autonomously operating mobile cobot works next to a table. A camera in its gripper identifies the position of a box and lid placed anywhere on the table and provides the coordinates for gripping. The cobot progressively removes eight dominoes from the conveyor, stacks them in four layers in the package and fits the lid. Staff then hand out the completed set and prepare the next box.

After a linear Multilift V 30 has placed 32 dominoes on a conveyor belt, a cobot takes over the subsequent packaging of the complete ready-to-use set of dominoes.
The collaborative setup is secured with a light barrier and three-zone workspace logic. When the area is clear, the cobot operates at a defined speed. If the barrier is breached in the central zone, movements automatically slow. In the inner zone, the cobot stops as soon as it is touched. The stand-alone solution, placed on a mobile trolley, is designed for flexible, end-of-line automation across different systems.
Allrounder More platform
The Allrounder More series provides space for larger moulds, turning units, media connections and a usable ejector stroke. Standard features include a highly dynamic electric toggle clamping unit with energy-efficient, liquid-cooled servomotors and two electric injection units. Machines are available with clamping forces of 1,600 or 2,000 kN. The modular design and features for ease of operation and maintenance allow configuration to specific customer and market requirements. The platform supports common multi-component applications and can be combined with processes such as liquid silicone injection moulding.



