HST Maschinenbau GmbH, which has been part of the Krones Group since 2014, can draw upon decades of experience in developing and manufacturing high-pressure homogenizers and piston pumps. These products complement Krones’ process technology portfolio with a key process step for producing milk, milk-based drinks, dairy products, juices, and other foods at all the needed throughput ranges.
And now, the HLI series has been added to complement the proven HL range. These new 55 to 90-kW systems can process up to 13,000 liters per hour at 200 bar. At launch time, three models are available: HLI55, HLI75, and HLI90, all in the same configurations as the HL series and including an option that fulfils the European Union’s ATEX (Equipment for potentially explosive atmospheres) Directives. Additional models for the lower output range to 45 kW are currently in development. The systems in the new series each consist of a three-piston high-pressure pump with a homogenizer valve at the outlet.
Lower energy and media consumption
The “I” in HLI stands for “integrated” and underscores the design changes implemented in the new series. A compactly dimensioned drive design eliminates the need for additional units or coolants, which makes for a substantial reduction in operating costs for media and electrical power during production. For example, it cuts consumption of cooling water for the pistons by more than 30 percent compared with conventional piston lubrication.
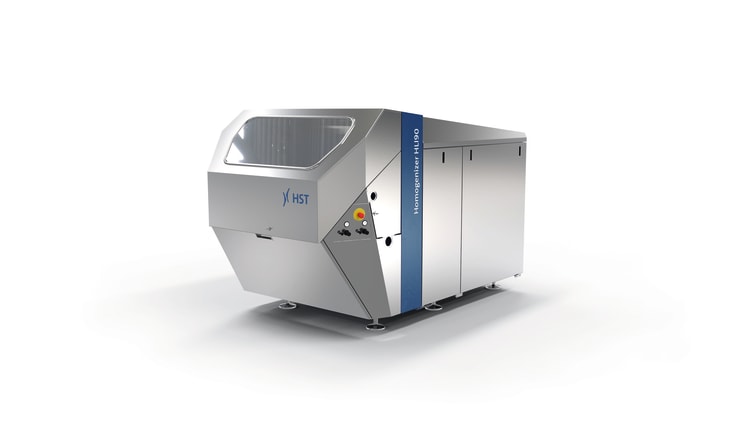
Particularly suited for the production of UHT diary products and desserts as well as milk-based drinks, vegan beverages, and fruit juices: the new HLI series high-pressure homogenizers from HST.
Excellent product quality, lower homogenizing pressure
The homogenizer valve has a crucial impact on product quality – and, by way of the homogenizing pressure, on the energy input required.
The homogenizer valve on the HLI series can be perfectly matched to the required physical stability of UHT dairy products, vegan beverages, desserts, and fruit drinks. As a result, shelf lives of up to twelve months can be achieved without compromising the product’s flavor.
Optimized flow conditions make it possible to obtain the same product quality at a lower homogenizing pressure. Of course, all areas that come into contact with the product are made in accordance with the latest hygiene requirements.
The HLI series can be configured for either aseptic or non-aseptic processing. The aseptic models of HST homogenizers use proven technology that entails a series of sterile barriers and can be equipped with high-grade temperature and flow metering capabilities on request.



