
Plasticizing screws for melting plastic granulate are a key component of every injection moulding machine. Due to the high competitiveness of the market, ENGEL Austria GmbH manufactures screws exclusively at its Austrian headquarters in St. Valentin in order to maintain full control over quality and manufacturing precision. The company has invested in two fully automated vibratory finishing lines from Rösler. The new solution increases production efficiency while maintaining a constant, repeatable and high standard of surface quality. The automation concept enables almost unmanned loading and unloading of the trough vibrators and the integrated cleaning unit. At the same time, the optimised polishing process has significantly shortened processing time, and the concept itself has the potential to be used in other industrial sectors as well.
Two-stage Keramo-Finish process and higher throughput
In cooperation with the Austrian automation specialist Promot, Rösler developed a highly integrated technical system. The key elements are specially designed workpiece holders that increase process efficiency and component quality while significantly reducing changeover time. Expanding the installation with two trough vibrators made it possible to increase the capacity for polishing plasticizing screws with lengths of up to three metres and diameters from 15 to 80 mm.
Up to now, ENGEL had carried out screw polishing in a single-stage process in one trough vibrator, which involved a high workload for personnel and time-consuming manual handling of parts, especially during machine changeovers. One of the main objectives of the new project was to reduce labour input and fully automate the loading and unloading of the trough vibrators. For this purpose, the existing Promot gantry system, previously used for loading grinding machines, was expanded and the new vibratory finishing line was adapted to the screw throughput required by ENGEL.
Considering the previous polishing time of around 8.5 hours, continuing operation in the former mode would have required the use of several trough vibrators. The focus was therefore placed on shortening processing time while limiting the number of machines. This was achieved by implementing a two-stage Keramo-Finish process, carried out in parallel in two R 800/3200 TSD-15 trough vibrators. The use of direct drive with special unbalance motors increases the performance, flexibility and compactness of these machines.
The pre-grinding and fine grinding in the Keramo-Finish process in the trough vibrators leads to a significant improvement in surface quality, reducing roughness to below Ra 0.1 µm. These parameters translate into high-quality plasticizing screws, which has a direct impact on the stability of the plastification process and component service life. Additional reduction in processing time was achieved by improving the quality of incoming parts. In the preceding grinding process, fine-grain abrasives were used which, despite their small grain size, provide a high material removal rate.
Automatic loading and optimised changeover
For the automatic loading and unloading of the trough vibrators and the cleaning unit, Rösler, in cooperation with Promot, developed an automation and control concept for the gantry system. After completion of the grinding process, the plasticizing screws are transported to the loading and changeover station. At this point, depending on the size of the screws, the operator fixes the appropriate number of them in the holder frame.
“The changeover process used to be extremely labour-intensive, as all screws had to be clamped individually on both sides. Now it is sufficient to simply place them in the floating bearing. This has reduced the changeover time to around 15 minutes,” explains Mario Stollnberger, Head of Plastification.
The gantry system then picks up the fully equipped workpiece holder, transports it over the trough vibrator and lowers it in such a way that the holder is positioned on the left and right in the loops. This allows the holder with the parts to move freely in the media. After the programmed processing time has elapsed, the holder is easily and fully automatically removed. Clamping and unclamping of the screws in the holders takes place in parallel with ongoing processing in the machines, which further increases the efficiency of the entire polishing process.

The workpiece holder is automatically lowered into the trough vibrator and positioned on the left and right in the loops. This allows it to move freely in the media and then be easily and automatically removed.
Polishing cell with process water circuit
The new polishing cell comprises two vibratory finishing machines, a loading station, a Rösler cleaning unit specially designed for this application and a fully automatic Z 1000 centrifuge for cleaning and conditioning the process water. The use of the centrifuge enables operation in a closed-loop system, allowing the process water to be reused in a resource-saving manner and reducing the volume of liquid waste.
Potential for use in other industries
Trough vibrators offer a wide range of applications in vibratory finishing technology, but until now automation of their loading and unloading has been practically unfeasible. The gantry system automation concept and workpiece holders developed jointly by Rösler and Promot provide a solution to this problem. It enables more efficient and faster processes in other industrial sectors as well, for example in aerospace, where high-quality surfaces are required on components with complex geometries and large lengths.
As a result, ENGEL now operates in St. Valentin an integrated, automated cell for polishing plasticizing screws that combines shorter processing times, reduced labour input, improved ergonomics and high, repeatable surface quality. This solution illustrates the direction of development in vibratory finishing in the plastics processing industry, where automation and process standardisation are becoming an important factor in maintaining competitiveness.
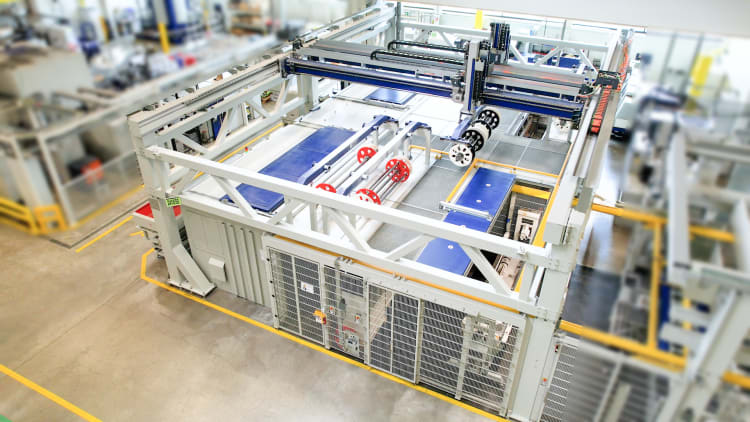
The fully automated polishing cell consists of two trough vibrators, a cleaning unit, a loading station and a fully automatic Z 1000 centrifuge. Workpiece transport is handled by the gantry system.



