 Liquid silicone rubber (LSR) can be processed efficiently in injection moulding and also scores with excellent material resistance. LSR is therefore becoming increasingly important as a material for optical lenses. At Fakuma 2018, from October 16 to 20 in Friedrichshafen, Germany, system partners Engel, ACH-Solution and Dow Silicones will be presenting, for the first time in Europe, an integrated solution for cost-effective production of LED lenses with a highly demanding geometry.
Liquid silicone rubber (LSR) can be processed efficiently in injection moulding and also scores with excellent material resistance. LSR is therefore becoming increasingly important as a material for optical lenses. At Fakuma 2018, from October 16 to 20 in Friedrichshafen, Germany, system partners Engel, ACH-Solution and Dow Silicones will be presenting, for the first time in Europe, an integrated solution for cost-effective production of LED lenses with a highly demanding geometry.At the Dow Silicones (Wiesbaden, Germany) stand in Hall B2, Stand 2220, lenses for LED headlamps will be produced on a tie-bar-less Engel e-victory 310/120 injection moulding machine, with an integrated Engel viper 40 linear robot, in a two-cavity cold runner mould by ACH-Solution (Fischlham, Austria). The lenses are representative of a wide range of applications. Apart from the automotive industry, LSR is becoming increasingly important for building and street lighting. The reason for this is the material characteristics. Highly transparent grades for optical applications have a lower yellowing index than conventional thermoplastic lens materials. They are extremely resistant to environmental influences such as UV radiation and can be used over a wide temperature range from 40 to +200 °C. In addition, they allow particularly flexible design. DOWSIL MS-1002 Moldable Silicone will be processed at Fakuma; it creates smooth and very hard surfaces much like thermoplastics. The headlamp lenses, with their extremely filigree structure, are moulded with highest reproducibility. The lenses leaving the production cell are ready for installation.
Compact and high-precision
Not only by the complex part geometry, the production of LED lenses places high demands on the processing technology. In general, to be profitable in the production of high-tech products made of LSR, the process must be automated and the product must be rework-free. Injection moulding machines with tie-bar-less clamping units already provide the optimum design for this. Free access to the mould area enables particularly efficient automation concepts and compact production cells. Since the mould mounting platens can be fully utilised right up to the edge, the high-volume lens mould fits on a comparatively small 120-ton injection moulding machine.One of the reasons for the tie-bar-less e-victory's accurate reproduction of surface detail is the outstanding parallelism of the mould mounting platens. The patented force divider ensures that the moving platen follows the mould precisely while clamping force is building up and that the force is evenly distributed across the platen face. When multi-cavity molds are used, all cavities within the parting line experience the same surface pressure, which prevents flash even when processing very low-viscosity silicones.
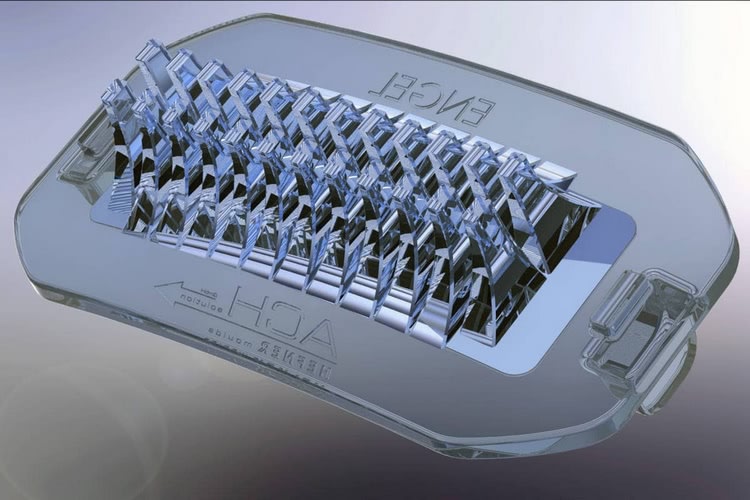
With their complex structure, the silicone LED lenses place high demands on the injection molding process.



