Wristbands: sealed edge trim
Here, two process steps are replaced: welding and cutting. Two velour-like nonwoven materials with gel pad inserts are welded together by ultrasonics, and at the same time the edge is trimmed, bordering the leading edge. The weld tool is designed and produced with a lot of development work as a square block sonotrode with an edge length of 220 mm. For reasons of wear and tear the sonotrode is not made of titanium but of hardened steel. Its production is complicated: with several slits on both sides and a weight of 45 kg. The hardening process must follow a precise temperature profile so that the structural change does not have a negative effect on the vibration parameters.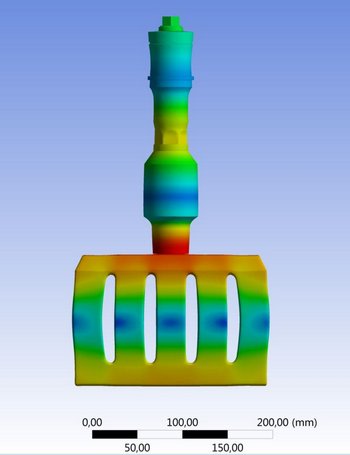
Fig.3. Sonotrode for the welding of a wristband (FEM graphic).
Overflow tank: watertightness is a must
For the joining of an overflow tank for a cooktop extractor fan, the customer had an in-depth look at alternative joining methods. Adhesive is too expensive as a consumable and takes too long to harden. In vibration welding, there are the disadvantages of high acquisition costs and possible generation of particles. Hot plate welding is not economical because of the long cycle time. With ultrasonic welding, the size of the two tank halves and the wall thickness is a challenge. The customer chose the ultrasonic weld process and followed Herrmann Ultrasonics’s recommendation for the realization of the joint geometry: an optimized tongue and groove design. With a two-part fixture, self-positioning and centering of the parts to each other is possible. A round sonotrode, produced from aluminum round material with a diameter of 260 mm, proved to have the optimal tool geometry.
Fig.4. Weld tool for the ultrasonic welding of an overflow tank.


