
Sometimes, more is less. With the aim of further reducing cycle time, Engel has split the process of producing housing parts for medical devices using two-component injection moulding. The process is cut down to a very short cycle time under realistic production conditions at Engel’s stand at the K 2019 trade fair in Düsseldorf, Germany, between October 16th and 23rd.

Produced in a two-component process, the housing parts for medical devices require a shorter cycle time
“The key thing with housing parts is the cooling time,” explains Dr. Georg Steinbichler, senior vice president of research and development for technologies at Engel AUSTRIA. “Since the wall thickness cannot be decreased for stability reasons, conventional one-component production leaves no opportunity to reduce the cycle time. But in the two-component process, we inject two thin layers, each of which quickly cools. Since both injection moulding steps are carried out at the same time, overall production efficiency increases.”
Part removal from closed mould
A Hack Formenbau 8-cavity Vario Spinstack mould on the cleanroom version of an all-electric e-motion 310H/170W/160 combi injection moulding machine is used for this purpose at Engel’s stand. This is equipped with a vertical indexing shaft with four positions: the first for injection moulding the bodies, using a transparent polypropylene from Borealis; the second for cooling; the third for applying a second layer of polypropylene (this time coloured green) to the pre-moulded parts; and the fourth for a viper 20 speed robot to step in and remove the parts. The linear robot reaches down to remove the eight housing parts from the closed mould, another factor contributing to the extra-short cycle time.
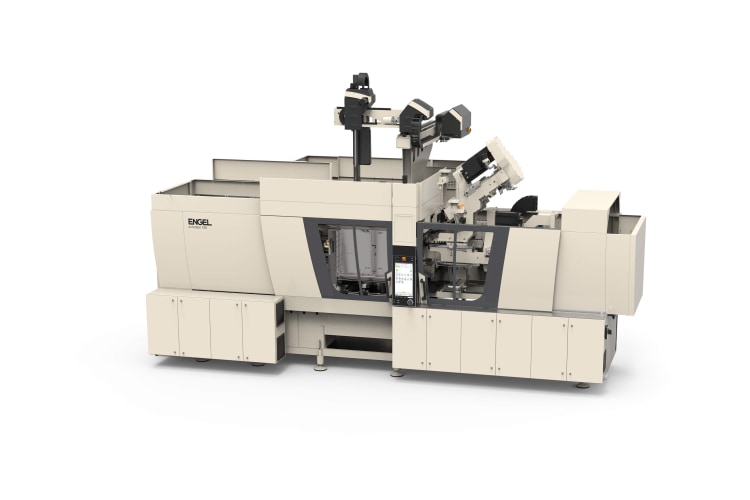
A cleanroom version of an all-electric e-motion 310H/170W/160 combi injection moulding machine is used to produce the housing parts
Another advantage of the two-component process is that a sight glass can be added to the opaque housing right as it is being injection moulded.
New software paving way for servoelectric moulds
The two-component precision mould is fully servoelectric in its operation and is the first to use a software programme newly developed by Engel. This ensures that the servoelectric movements – core-pull movements, for instance – can be controlled in the same way as those of hydraulic systems. “With the software’s help, it makes no difference to machine operators whether the mould is hydraulically or servoelectrically operated,” says Dr. Gerhard Dimmler, senior vice president of product research and development at Engel AUSTRIA. “The user themselves can programme the servoelectric movements without the need for additional qualifications. As a result, we’re paving the way for increased use of servoelectric moulds. They are more precise in many applications and allow for completely oil-free production when combined with all-electric injection moulding machines.”

Despite being home to all the automation components, the new compact cell is still significantly slimmer than a standard safety guarding
Another star in line for its world premiere is the Engel compact cell, which is the key reason for the production unit’s compact design. For fully automated operation, it includes the box changer into which the viper speed deposits the injection moulded parts. Despite being home to all the automation components, the compact cell is still significantly slimmer than a standard safety guarding. When the compact cell is opened up, the box changer is automatically moved to the side, allowing open access to the mould in no time with just a single movement of the hand. As well as saving space, the compact cell also increases flexibility. Aside from the box changer, it can house other automation units such as a tray server. Its standardised design makes it very simple to add in extra components, while allowing for speedy retooling during a product change.
Source: Engel


