The conditions in electric vehicles place high demands on the materials used. Therefore, automakers and suppliers must resort to expensive, high-performance plastics. For many applications, cost-effective alternatives are plastics whose properties have been greatly improved by means of treatment with high-energy electron beams.
Between 1970 and 2010, the amount of plastics in total vehicle weight increased continuously: from about 6 % in 1970 to some 16 % in 2010. During the same period, average automobile tare weight increased from 1100 to 1400 kg. Both developments are mainly due to the fact that automobiles have become safer and more comfortable. For example, polymer foams were widely used to fill empty spaces in the vehicle body to reduce the accident effects of overturning or side impacts. The introduction of electronic safety systems, but also the increasing popularity of air conditioning and infotainment systems resulted in the stricter use of printed circuit boards with a high plastic content. In addition, plastics were increasingly used as synthetic leather and deco foil, which lend the vehicle a premium quality appearance.
Meanwhile, the automotive industry is in transition: primarily because of tighter emission limits as well as state funding, electric vehicle sales are booming. In spite of improvements, the limited driving range of battery electric vehicles without recharging is still the main disadvantage. One of the proposed solutions involves the replacement of metals in the vehicle body with lighter plastic materials. Because less weight helps to save energy, thereby increasing the vehicle’s driving range.

|
|
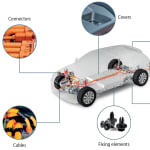
Fig. 1. Crosslinked engineering plastics can be used for many different applications in electric vehicles.
© iStock; Phantom1311, Sven Loeffler, BanksPhotos, Zorazhuang, Songsak Paname, Supersmari |
According to analysts, the increased use of plastics has other advantages apart from lightweight construction: it permits automakers to lower productions costs, promote modular assembly methods, and improve the aerodynamic properties of the car body.
Particular Challenges in Electric Vehicles
In the past, the vehicle’s interior was the main field of use for plastics. But now, the focus is on applications near the drive train, the battery, and on the body (Fig. 1). In these locations, however, temperatures and mechanical loads are often much higher. Therefore, the materials must meet new requirements:
- In certain applications, they must withstand temperatures of more than 150 °C.
- Because electric currents play a particularly important role in electric vehicles, the materials must provide good insulation.
- The plastics used should maintain the above properties during the vehicle’s entire lifetime, i.e. they must be durable and age-resistant.
- They must exhibit high mechanical strength and toughness. Among other things, this also means that with fiber composite plastics (FCP), the bond between the polymer matrix and fibers must be particularly good.
In order to meet these demands, automakers and component suppliers therefore frequently resort to high-performance plastics such as polysulfones (PSU, PES, PPSU), polyphenylene sulfide (PPS) and polyether ether ketone (PEEK) (Fig. 2). However, these materials have a serious drawback: they are expensive. Moreover, their processing involves higher costs and energy consumption than for engineering plastics. The reason for this is that processing is usually done at high temperatures. Typical are injection temperatures of 300 to 400 °C, and mold temperatures of 125 to 210 °C. Furthermore, special injection molding machines and molds are necessary.

|
|
Fig. 2. Standard polymers as well as engineering plastics and high-performance polymers can be crosslinked. The process permits treatment of the polymers highlighted in green.Source: BGS; graphic: © Hanser
|
Cost-Effective Alternatives with Irradiation Crosslinking
One way out of this dilemma is provided by the irradiation of engineering plastics such as polyamides (PA) and polybutylene terephthalate (PBT). Compared with high-performance plastics, the material costs are lower by a factor between 2 and 10. The processing temperature during injection molding of e.g. irradiation crosslinkable PA is at least 100 °C lower than that of high-performance plastics. Mold temperature is between 60 and 100 °C.
Irradiation crosslinking is always done after the component has been shaped. The manufacturer uses injection molding, extrusion, or blow molding as before. Consequently, there is no need to purchase new machines or molds. The plastic component can be manufactured with the usual production method, and with optimum speed. In summary, not only the material costs, but also the processing costs for components made of irradiated engineering plastics are lower than those for high-performance plastic components.
The Principle behind the Procedure
Irradiation crosslinking raises the characteristic properties of suitable engineering plastics to a higher level, enabling them to be used in conditions that they could not withstand otherwise (Fig. 3). This effect is achieved by high-energy irradiation, e.g. gamma or beta rays, whereby they first cause homolytical splitting of chemical bonds in the polymer’s molecules. This creates instable fragments with a single electron, so-called free radicals. When neighboring free radicals react with each other, covalent bonds are formed, resulting in a three-dimensional, highly stable network.

|
|
Fig. 3. Trend lines due to irradiation crosslinking for different material properties. Of particular interest for use in electric vehicles are the resulting higher thermal stability and chemical resistance.
Source: BGS; graphic: © Hanser |
But not all plastics are suitable for irradiation crosslinking, as a corresponding reactivity must be present. Not suitable are e.g. polycarbonate (PC) and acrylonitrile butadiene styrene copolymers (ABS). Many of the engineering plastics (Fig. 2) that come into question for use in electric vehicles require crosslinking agents: such polymers include PA6, PA11, PA12, PA66, PBT, and thermoplastic elastomers based on urethane (TPE-U). In modified form, these materials are already available on the market. Many polyolefins and their copolymers, for example thermoplastic copolyester elastomers (TPE-E), ethylene vinyl acetate copolymers (EVAC), ethylene propylene diene rubbers (EPDM), and the standard plastic polyethylene (PE) manage without crosslinking agents. Radiation crosslinking is always done at room temperature. The results of irradiation are easily reproducible.
The Added Value of Radiation Crosslinking
The effect of radiation crosslinking on polyamides has been investigated in depth. They are versatile in use, and easy to process. However, in an untreated state they reach their limits at high temperatures and if durability is required under heavy mechanical loading, e.g. due to friction.
Irradiation with electrons changes the behavior of PA under thermal influence. For example, the glass transition temperature of PA66 increases from 81 to 97 °C. Decisive however, is that the storage modulus of non-crosslinked PA66 decreases rapidly at about 240 °C: the material starts to melt. Not so with irradiated PA66. In the plastic’s amorphous areas, the crosslinked locations hold the polymers together, which is why the material exhibits a 120-fold higher storage modulus at this temperature than non-crosslinked PA66. Up to a temperature of 360 °C, residual stiffness hardly changes. Consequently, treatment of PA66 with electron beams leads to increased thermal stability. The same effect is also observed with other materials (Fig. 4).

|
|
Fig. 4. Treatment significantly increases the short-term thermal stability of glass fiber-reinforced plastics – the increase is particularly large with PA6.
Source: LKT Erlangen; graphic: © Hanser |
Similarly, the mechanical characteristics of PA are improved by irradiation (Table 1). This is also the case with glass fiber-reinforced types. For example, the elastic modulus of PA6-GF30 increases from 6220 to 6780 N/mm2 parallel to the injection direction, and yield stress from 108 to 121 N/mm2. Simultaneously, elongation at break drops from 2.8 to 2.5 % (Table 2). The increased strength at room temperature is due to the better bond between fiber and matrix. This is underlined by investigations on fracture surfaces of irradiated and non-irradiated FRP. The fracture surface of a non-irradiated PA6-GF30 sample exhibits smooth, almost bare glass fibers, while matrix remnants are visible on the fibers in the irradiated sample as an indication of better bonding between the two components (Fig. 5).

|
|
Fig. 5. Fracture surfaces from tensile tests with non-irradiated (left) and irradiated PA6-GF30 (right) under the scanning electron microscope: the matrix remnants on the glass fibers of the irradiated sample indicate the better bond between fibers and matrix polymer.
© LKT Erlangen |
Crosslinking with electron beams creates additional positive tribological effects:
- Creep tendency of e.g. PA6-GF30 is reduced by up to 70 %.
- Wear coefficient of e.g. PA66 is reduced by up to 60 to 70 %.
- Dimensional stability is improved due to a lower thermal expansion coefficient.
But higher performance due to irradiation is not limited to PA. Also well proven is the positive effect of irradiation crosslinking, e.g. with PBT, PE, EVAC, TPE, and other thermoplastics.

|
|
Table 1. Comparison of mechanical characteristics of non-irradiated and irradiated PA66 (at room temperature / 120 °C).
Source: LKT Erlangen |

|
|
Table 2. Comparison of mechanical characteristics for non-irradiated and irradiated PA6-GF30 (parallel / transverse to injection direction).
Source: LKT Erlangen |
Applications in Electric Vehicles
Crosslinked engineering plastics can be used for different purposes in electric vehicles (Fig. 1). Some of these components, such as gear drives as well as from the fixing and connecting field (clips) are also found in vehicles with IC engines, where they are already in series use. Others, especially for the requirements of electric vehicles, are still in the development stage. This applies in particular for battery housings as well as separators and power cables near the battery. The BGS Beta-Gamma-Service company, one of the pioneers in the treatment with beta and gamma rays, is presently conducting corresponding research projects with automakers and suppliers.
Would you like to know more about the potential of radiation crosslinking? On 29 September 2022, experts from science, research and industry will discuss new technologies and findings in plastics technology as well as the potential of radiation crosslinking for infrastructure, 3D printing, e-mobility and applications in the electrical industry. Participation in the Irradiation Service Days 2022 is free of charge. Registration is possible via the event website.



