Design for micro molding
So what constitutes a micro molded part?
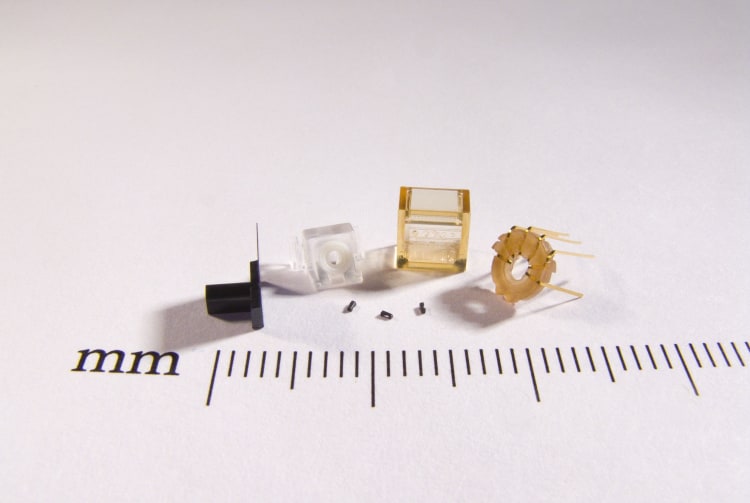
Typically if you are looking to manufacture a part or component that weighs less than a gram, you are micro molding. However, it’s one thing to mold something small, and it’s another thing to mold it efficiently and precisely time and time again. Micro molding must be capable of producing thousands, millions, even billions of parts with the same precision.
As a general rule of thumb when looking at the DfMM, dimensionally at Accumold we can accommodate parts up to ½ “ (13 mm) in the largest dimension, and to date the smallest we have molded is 0.031” x 0.012” x 0.015” (800 x 300 x 380 microns).
General guidelines for design engineers to consider are as follows. Thin wall sections need to be 0.004“ (0.1 mm) or thicker and there needs to be an especially focus on thick- to thin-wall transitions, as well as on wall thickness uniformity. Feature aspect ratios around 6:1 (although this is highly material dependent), gates can get as small as 0.1 mm, and ejector pins can be a small as 0.25 mm. It is also vital to have an understanding of how shrink rates will affect the part, and to be cognizant of parting line mismatch.
Taking all this together, you can see that there are numerous variables, and numerous “rules”, but it is important to discuss ideas for micro plastic parts and components with an expert micro molder before you abandon an idea as being too complicated. Micro molding pushes the boundaries of what is possible in manufacturing every day, and challenges from manufacturers help push the envelope. A good micro molder will relish the opportunity to work to innovate, and only if the objective is truly impossible will they advise manufacturers make design changes.
Materials and design
Material selection is an area that can have a dramatic influence of successful design for micro molding.
Micro molding materials come in almost as many forms as there are ideas in the mind of a design engineer. In the world of micro molding, mission-critical components often require exotic or highly engineered compounds. Materials like PEEK, PEI (Ultem), carbon-filled LCP, or glass-filled nylons are commonplace. Soft durometer or elastomeric resins are also prominent. Direct experience with these materials in the context of micro molding is another part of valuable know-how needed to maximize the performance of the resin/part design combination.
Even in macro product design scenarios material selection can be complicated as it is a trade-off between what is best for the functionality of the part or component being designed, and if it is possible to mold it into the shape required. When looking at micro molding applications, however, where limits are often extreme, the issue becomes more complicated.
The typical route to material selection is to match the functional part requirements with material datasheets. However, most datasheets are based on the manufacture of much larger parts, and this will reflect on recommended gate size and flow properties etc…
So manufacturers looking to micro mold follow datasheets, and then see sub-optimal results when the parts are molded. This can lead to premature design iterations, or in extreme cases the abandonment of projects all together.
The central issue is that datasheets, advice from resin suppliers, and part design criteria are all at odds at the micro scale. It is because of this that it is vital to engage with expert micro molders early in the conceptual design phase of product development, as they are best equipped to advise based on years of experience navigating material selection issues, and are best placed to indicate whether a chosen material could be an issue in part production.
Summary
Design for micro molding is complicated as the “norm” in terms of geometric complexity and material performance are different from molding lager scale products. Working with micro molding experts early in the product development cycle and at design reviews is important as they can offer vital insight into issues such as design for tolerance achievement, optimal gate locations, accounting for flash and mismatch, advice on prioritising and limiting critical dimensions, and material selection for optimal outcomes.
Aaron Johnson, VP of Marketing and Customer Strategy, Accumold
Aaron Johnson is the VP of Marketing and Customer Strategy at Accumold. The company has grown to a 130,000 square foot fortified facility designed for assurance of supply, employs over 350 staff, and is a net exporter shipping all over the world every day from its Ankeny, IA, USA facility which runs 24 hours a day, 7 days a week.


