 In the competitive market nowadays nothing can be left to chance when producing injection molded parts. A careful control of every detail in the part, mold and process definition determines the profitability and the part quality.
In the competitive market nowadays nothing can be left to chance when producing injection molded parts. A careful control of every detail in the part, mold and process definition determines the profitability and the part quality.The packaging molder Proplas S.A., in Medellin, Colombia, was presented with the challenge of reducing a part’s cycle time, to increase the profitability margin of their own business and the availability of the finished product for their customer. The application is a PP unfilled material, and the part has to be assembled with a disc on the top to establish the closing function. When trying to reduce the cycle time, the part shrank below the specified dimension, so that it was no longer possible to assemble the disc on the top.
The company reached out to SIGMA to find an alternative way of reducing cycle time. The mold was analyzed using SIGMASOFT Virtual Molding, a software tool that works as a virtual injection molding machine. The complete mold, with all its components, is incorporated in the simulation, and then several production cycles are “run” one after each other, reproducing the precise conditions set up in reality.
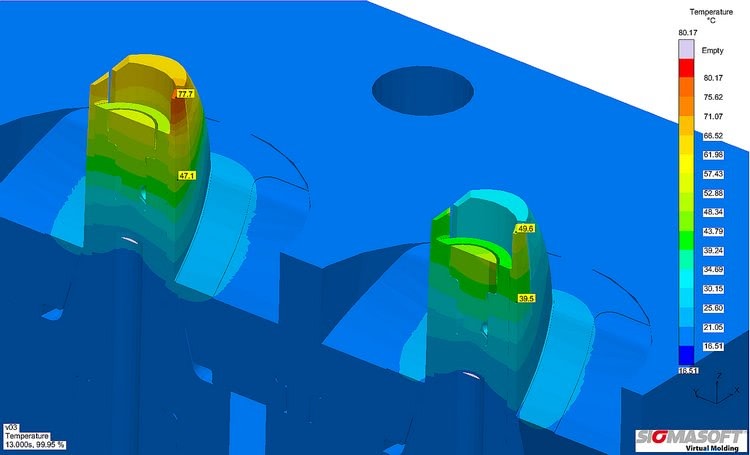
Mold temperature distribution pointing out the benefit of changing the mold alloy. Left: mold core made out of P20 tool steel with a hot spot in a critical core area. Right: the core out of a copper-beryllium alloy reduces the heat concentration. (Image courtesy of Proplas S.A.)
Following this procedure it was found that a hot spot appeared in the mold, at a location where the dimensions of the product where critical. This hot spot produced a larger shrinkage precisely at the part location where the assembly function had to be accomplished. “The heat had to be removed from that precise location, but the ejection design did not allow for the cooling line to reach that deep into the mold core”, explained Dr. Laura Florez, SIGMASOFT® Virtual Molding engineer in charge of the project. “It was thus proposed to change the alloy in the mold core to dissipate heat faster”. The aim was to reduce both cycle time and part shrinkage.
The steel in the core was replaced by a copper-beryllium alloy, with a larger thermal conductivity. The residual heat in the critical location was substantially reduced, and the peak temperature dropped from 76°C down to 49°C. The solidification part in the critical location was reduced from 4.7 s down to 3.2 s, achieving a total cycle time reduction of 28%, and the part dimensional stability was improved.
Thus, SIGMASOFT helped Proplas S.A. to analyze the benefit of the expensive tool alloy and to optimize their mold without cost and time consuming trial-and-error. By and large, the software not only helped to improve the part quality, but also to make the whole process more efficient and profitable.
SIGMA is 100% owned by MAGMA, the world market leader in casting process simulation technology based in Aachen, Germany. SIGMASOFT Virtual Molding technology optimizes the manufacturing process for injection molded plastic components. SIGMASOFT Virtual Molding combines the 3D geometry of the parts and runners with the complete mold assembly and temperature control system and incorporates the actual production process to develop a turnkey injection mold with an optimized process.



