 The compressed air is blown into the products in the method of blow molding. The heat is transferred from the outer surface of the part to the mold surface. The inner surface of the blown part remains at a much higher temperature during the mold cooling process. The large difference between the outside and inside surface temperature causes material stress. The material stress causes poor product quality and the product may fail in the leak, load, or drop tests. The blow molding professionals usually have to increase the wall thickness by 10% in order to pass the tests. Increasing the weight causes higher material costs and longer cycle times.
The compressed air is blown into the products in the method of blow molding. The heat is transferred from the outer surface of the part to the mold surface. The inner surface of the blown part remains at a much higher temperature during the mold cooling process. The large difference between the outside and inside surface temperature causes material stress. The material stress causes poor product quality and the product may fail in the leak, load, or drop tests. The blow molding professionals usually have to increase the wall thickness by 10% in order to pass the tests. Increasing the weight causes higher material costs and longer cycle times.The conventional water-based cooling system is insufficient to absorb the heat homogeneously from all areas of the blow mold. The design of the water runners in the mold is often insufficient. The cooling water temperature is increased in order to prevent sweating on the mold surface in cooling with water and it results in extending the cycle time.
Why Blast-Air?
The internal cold air application to avoid overheating in the part after blowing is a new cooling method in the world. It is aimed to increase product quality and shorten the production period by supplying dry air at the temperature of -35oC to avoid overheating in the part after molding.
By providing cooled dry air at the temperature of -35oC during the cooling period in the blow molding process, the heat on the surface is removed and the cooled air change in the product reduces the material stress. As a result, the cooling period is significantly reduced.
The air distribution is very important in order to achieve the desired improvement. The blowing pins and nozzles can be specially designed for custom products to guide air to thicker walls and areas that are not very well cooled by the mold. The turbulent airflow in the product is also a very important factor. The inflation valves can be designed to produce the product with the highest air pressure for the process.
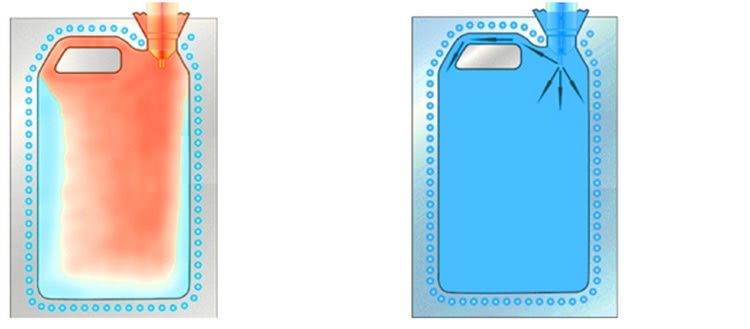
Temperature distribution in plastic blow molding. Rapid air cooling with turbulence flow with special blowing pin
The principle of operation
The operation principle is using a two-stage mechanical cooling system. First, the humidity is partially removed from the air by cooling it to +5oC. Then the air enters the two cylindrical columns filled with the adsorbent. One of the columns dries the incoming humid air. The other column is used to re-dry the humidity in the adsorbent, which is humidity saturated, by using "regeneration air" passed through the reverse side. The air reaching the dew point temperature of -50oC is cooled by a second cooling circuit to an air temperature of -35oC in a heat exchanger.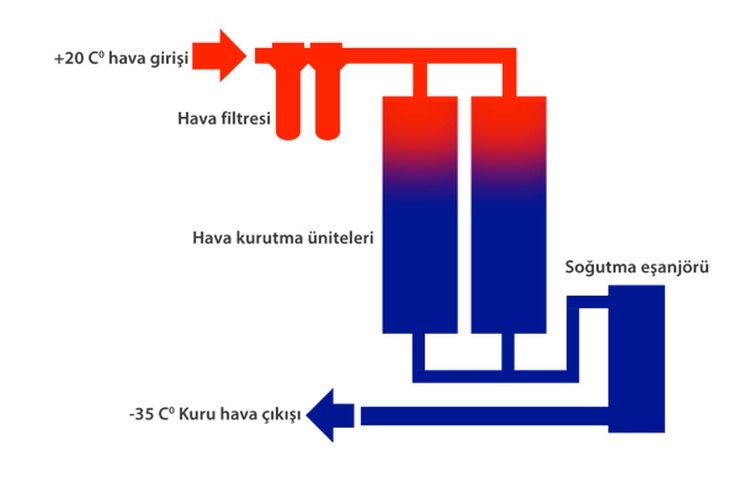
The advantages of Blast-Air
- Rapid cooling by using dry air at -35oC
- 20% increase in the production
- High product quality
- High strength
- Homogeneous wall thicknesses
- Production by using less material
Source: Itech cooling systems




